


1. Scope 1.1 This specification covers black and hot-dipped galvanized hot-formed welded and seamless carbon steel square, round, rectangular, or special shape structural tubing for welded, riveted, or bolted construction of bridges and buildings, and for general structural purposes. 1.2 Square...
Online Inquiry1. Scope
1.1 This specification covers black and hot-dipped galvanized hot-formed welded and seamless carbon steel square, round, rectangular, or special shape structural tubing for
welded, riveted, or bolted construction of bridges and buildings, and for general structural purposes.
1.2 Square and rectangular tubing is furnished in sizes 1 to10 in. (25.4 to 254 mm) across flat sides with wall thicknesses 0.095 to 1.000 in. (2.41 to 25.40 mm), dependent upon size;
round tubing is furnished in NPS 1⁄2 to NPS 24 (see Note 1)inclusive, with nominal (average) wall thicknesses 0.109 to 1.000 in. (2.77 to 25.40 mm), dependent upon size. Special
shape tubing and tubing with other dimensions is permitted to be furnished, provided that such tubing complies with all other requirements of this specification.
NOTE 1—The dimensionless designator NPS (nominal pipe size) has been substituted in this standard for such traditional terms as “nominal diameter,” “size,” and “nominal size.”
1.3 The following precautionary statement pertains only to the test method portion of this specification: This standard does not purport to address all the safety concerns, if any, associated with its use. It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limitations prior to use.
1.4 The values stated in inch-pound units are to be regardedas the standard. The values given in parentheses are mathematical conversions of the values in inch-pound units to SI units.
1.5 The text of this specification contains notes and footnotes that provide explanatory material. Such notes and footnotes, excluding those in tables and figures, do not contain any mandatory requirements.
2. Referenced Documents
2.1 ASTM Standards:
A 53/A 53M Specification for Pipe, Steel, Black and Hot- Dipped, Zinc-Coated, Welded and Seamless2
A 370 Test Methods and Definitions for Mechanical Testing of Steel Products3
A 700 Practices for Packaging, Marking, and Loading Methods for Steel Products for Domestic Shipment4
A 751 Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products3
A 941 Terminology Relating to Steel, Stainless Steel, Related Alloys, and Ferroalloys2
2.2 AIAG Standard:
B-1 Bar Code Symbology Standard5
3. Terminology
3.1 Definitions—For definitions of terms used in this specification, refer to Terminology A 941.
4. Ordering Information
4.1 Orders for material under this specification shall contain information concerning as many of the following items as are required to describe the desired material adequately:
4.1.1 Quantity (feet or number of lengths),
4.1.2 Name of material (hot-formed tubing),
4.1.3 Method of manufacture (seamless or welded) (seeSection 6),
4.1.4 Finish (black or galvanized),
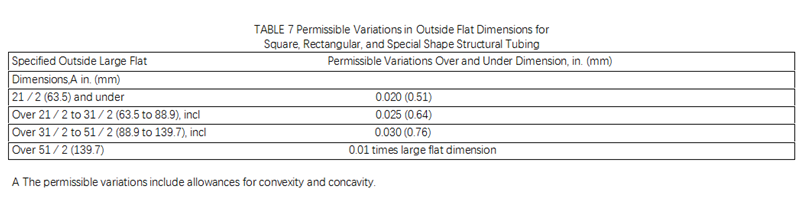
4.1.5 Size (outside diameter and calculated nominal wall thickness for round tubing and the outside dimensions and calculated nominal wall thickness for square and rectangular tubing (Section 11),
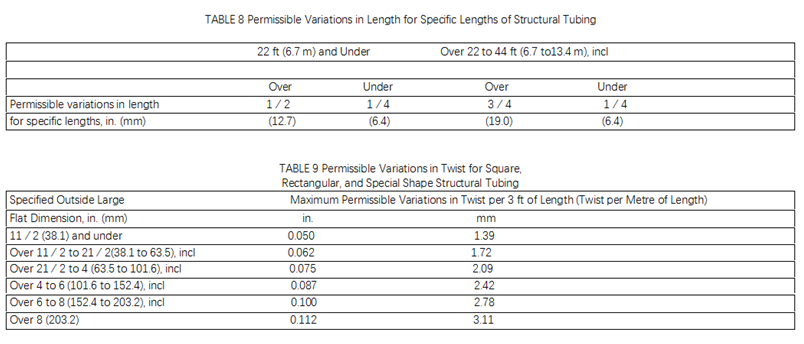
4.1.6 Length (random, multiple, or specific; see 12.3),
4.1.7 End condition (see 17.3),
4.1.8 Burr removal (see 17.3),
4.1.9 Certification (see Section 19),
4.1.10 ASTM specification designation and year of issue,
4.1.11 End use,
4.1.12 Special requirements, and
4.1.13 Bar coding (see 20.3).
5. Process
5.1 The steel shall be made by one or more of the following processes: open-hearth, basic-oxygen, or electric-furnace.
5.2 When steels of different grades are sequentially strand cast, the steel producer shall identify the resultant transition material and remove it using an established procedure that
positively separates the grades.
6. Manufacture
6.1 The tubing shall be made by one of the following processes: seamless; furnace-butt welding (continuous welding);
or electric-resistance welding followed by reheating throughout the cross section and hot forming by a reducing or shaping process, or both.
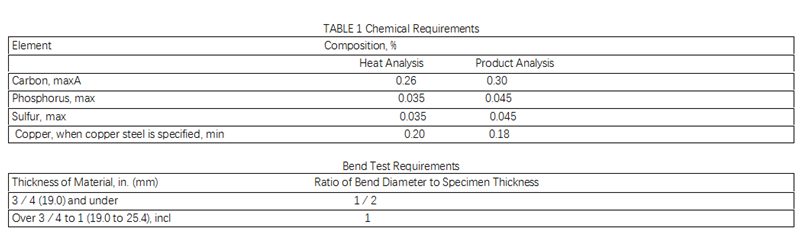
9. Tensile Requirements
9.1 The material, as represented by the test specimen, shall conform to the requirements as to tensile properties prescribed in Table 2.
9.2 The yield strength corresponding to a permanent offset of 0.2 % of the gage length of the specimen or to a total extension of 0.5 % of the gage length under load shall be determined
SUNRISE is well-known as one of the leading astma501 hot formed seamless and welded carbon steel structural tubing manufacturers and suppliers in China for its quality products and excellent service. We warmly welcome you to buy the quality and durable steel products from our factory.
